“In a lot of sectors - onions, apples, oranges, etc. - optical sorting was introduced successfully years ago,” says Mitchel Bakker of Ellips a Dutch company which focuses on sorting technology. “Potatoes have been more difficult to measure, this is because potatoes are never uniform in size making it hard to measure the entire surface. Optical potato sorting has become technically possible and was introduced in the potato sector. Potatoes’ external and internal quality can now be measured."
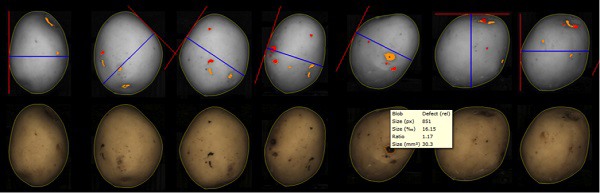
This image shows how the potato is viewed both in color and in infrared light during rotation
Pressure on the labor market
Jos Broeders of Gejo Grading optically sorts natural products, including potatoes. He uses the Ellips software. Jos sees labor-saving and high accuracy as the most significant advantages of optical sorting. There’s pressure on the labor market and Jos has noticed increased interest in optical sorting and electronic measuring. “Before, you had experienced staff,” he says.
 Pressure on the labor market is making optical sorting increasingly attractive
Pressure on the labor market is making optical sorting increasingly attractive
“There were sorters who had gathered a lifetime experience in sorting potatoes, they were consistent and good at sorting.” He sees that, now, in addition to finding personnel, lack of experience is a problem. There’s usually no time to gain this experience either. Employees are often quickly deployed elsewhere. “That affects continuity and that’s where optical sorting works perfectly, you replace a part of your workforce, ensuring consistent quality.”
Measuring
The Ellips grading technology uses high-resolution multi-spectral cameras. These capture products’ external features. “The potatoes rotate under the camera, which captures 60 images of each one. The product is measured on color, size, and external quality. The machine accurately detects all defects like speckling, wireworms, damage, green spots, Rhizoctonia, and holes. The system indicates how big the detected defect is,” explains Mitchel.
 You can use optical sorting technology to measure potatoes, both internally and externally
You can use optical sorting technology to measure potatoes, both internally and externally
“That’s done in pixels, surface percentage, and square millimeters. What’s unique is that sorting can be done based on internal quality characteristics. Our light transmission technology screens the entire product. It uses the spectra of transmitted light to measure which potatoes have internal defects. Examples of these are brown discoloration, hollow hearts, and glazing. Our light spectrometer internally examines each potato up to 20 times. The potato is cut into vertical slices, as it were. We can then determine which slices show internal discoloration.”
Cost-saving Customers can combine the Elisam Grantorino sorting machine with Ellips’ sorting technology. That gives them the choice of commissioning a new total optical sorting system. This, of course, is an investment. But the system saves labor costs and it maximizes yields. The system, therefore, pays for itself after four to five years.
Customers can combine the Elisam Grantorino sorting machine with Ellips’ sorting technology. That gives them the choice of commissioning a new total optical sorting system. This, of course, is an investment. But the system saves labor costs and it maximizes yields. The system, therefore, pays for itself after four to five years.
There’s also the possibility of upgrading existing sorting machines. You just have to implement the latest software. Jos has experience in keeping his Smartgrader optical sorters up to date. ”You can copy anything, except experience. Together with Ellips, we have combined decades of practical experiences. We’ve bundled this into an upgrade.”
This upgrade focuses on things like more accurate camera images. But, using a refurbished system is more sustainable too, according to Jos we live in a throw-away culture.
That’s exactly why he appreciates what the Ellipse systems offer - the possibility of upgrading as well as its long-term service. “In the sorting world, this technology is becoming increasingly specialized and complex. You’re happy to be able to still get support for the older systems. You can integrate new components. That fits in with the agricultural sector - we don’t throw things away after five years. We use them for the long term,” Jos concludes.
More information Mitchel Bakker
Mitchel Bakker
mitchel.bakker@ellips.com
Ellips
T: +3140 245 6540
sales@ellips.com
www.ellips.com
![]() GeJo Grading Services
GeJo Grading Services
Jos Broeders
M: +31 (0) 610915358
E: jos@gejograding.nl
I: www.gejograding.nl